
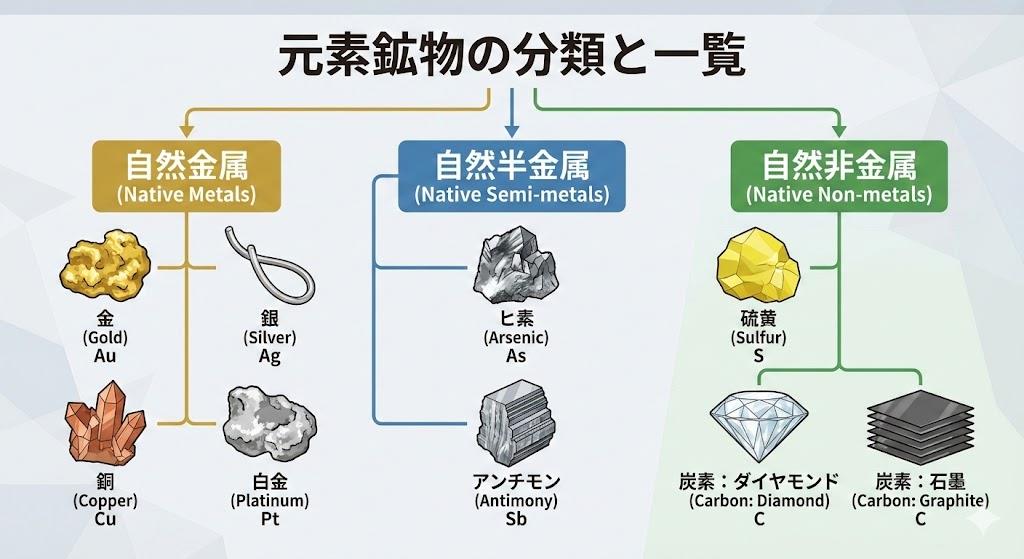
元素鉱物は単独の元素や合金から成る特殊な鉱物群です。自然金や自然銀など30種類以上が存在し、金属・半金属・非金属に分類されます。それぞれの特徴や産地、希少性について知っていますか?

ステンレス鋼は、クロム(Cr)を10.5%以上含む合金鋼で、表面に形成される不動態被膜により優れた耐食性を発揮します。金属組織の違いにより、マルテンサイト系、フェライト系、オーステナイト系の3つに大きく分類されます。
参考)https://cp.misumi.jp/article/article9.html
最も汎用的なSUS304はオーステナイト系ステンレス鋼で、ステンレス鋼全体の約65%の使用量を占めています。耐食性、加工性、溶接性に優れ、食品関係の設備、食器、厨房機器、医療器具、建築物など幅広い用途に使用されています。
参考)SUS304とは?ステンレス鋼のスタンダードを徹底解説|株式…
一方、SUS316はSUS304よりも高い耐食性を持ち、特に塩化物や海水環境でも使用可能です。モリブデン(Mo)を添加することで、船舶、医療機器、食品機械、化学プラントなど過酷な環境での使用に適しています。
参考)医療用ステンレス鋼を理解する:特性と用途 - SteelPR…
マルテンサイト系のSUS410やSUS440Cは、焼入れが可能で高硬度化できるため、刃物、工具、ボールベアリング、精密機械部品など耐摩耗性が求められる用途に使用されます。フェライト系のSUS430はニッケルをほとんど含まずコストメリットが大きいため、キッチンシンクや装飾用パネルなどに使用されています。
ステンレス鋼は、食品加工業において最も重要な素材の一つです。耐腐食性と清潔性が求められる食品加工設備や調理器具に広く使用され、容器、タンク、配管、カッター、包丁などに利用されています。表面が滑らかで美しい光沢を放ち、菌や汚れがつきにくいため、食品の品質と衛生を保つ役割を果たしています。
参考)https://www.kanameta.jp/column/stainless-steel-types-selection-guide
医療分野では、AISI 316L(SUS316L)ステンレス鋼が生体材料として広く使用されています。低コストで優れた機械的特性、耐食性、生体適合性を備え、インプラントや医療機器の製造に適しています。手術用具、外科用器具、整形外科用インプラント、人工股関節、脊椎インプラント、カテーテル部品など多岐にわたる医療器具に使用されています。
参考)https://pmc.ncbi.nlm.nih.gov/articles/PMC9027153/
建築分野では、ステンレス鋼の耐食性と美観性が評価され、内装材、外装材、構造材として使用されています。特に屋外環境での使用において、長期的なメンテナンスコストを削減できるメリットがあります。
参考)EWA
航空宇宙産業では、高強度と耐熱性を必要とする部品にステンレス鋼が採用されています。アクチュエータ、ファスナー、着陸装置コンポーネントなど、重量増加を許容できる高強度部品での使用が増加しています。ステンレス鋼は耐食性と耐熱性に優れ、アルミニウムと比較して引っかき傷や衝撃による損傷をよりよく処理できる特性があります。
参考)航空宇宙用のアルミニウムとステンレス鋼
エネルギー産業においても、ステンレス鋼の耐食性と耐熱性は過酷な環境下での安定した性能を提供します。原子力発電所の容器や配管、風力タービン、太陽光発電の支持構造などに使用されています。
参考)「金属」5「ステンレス鋼」とは?
切削加工は、マシニングセンタなどの工作機械を用いて、ステンレス鋼を削ったり穴を開けたりする加工方法です。一般的なステンレス鋼は切削加工が難しいため、快削性を改善したステンレス快削鋼が使用されることもあります。
参考)ステンレス加工が難しい6つの理由&加工方法・ステンレス鋼の種…
SUS303は、快削性に優れたオーステナイト系ステンレス鋼で、硫黄添加により一般的なSUS304より切削抵抗が低く、加工が比較的容易です。SUS304と比較して約2倍の切削性を持ち、ボルト、ナット、シャフト、バルブ部品など丸物切削部品に適しています。
参考)SUS303の加工における最適な切削条件とは? - ステンレ…
切削工具の選定では、超硬工具(Cemented Carbide)が耐摩耗性・耐熱性に優れ、量産加工に適しています。TiN、TiAlN、AlCrNなどのコーティング工具は切削熱を抑え、工具寿命を延長する効果があります。高速鋼(HSS)は低コストですが、寿命・熱への強さはやや劣るため、小径穴加工に使用されます。
ステンレス鋼の切削加工では、熱伝導率が悪く、工具との摩擦熱が逃げにくいため、適切な加工条件の設定やクーラント(切削油)の選択が重要です。また、加工硬化しやすい性質があり、加工により強い力や負荷がかかると硬度が高まり、加工しにくくなります。
切削くずが工具にくっつきやすく、工具の一部と共に剥がれてしまったり(チッピング)、工具の刃先などに溶着して加工精度が落ちたりするため、刃物の素材や切削くずをスムーズに逃がす形状を選択し、切削油を使用することが必要です。
溶接加工は、複数の金属素材を溶かしてつなぎ合わせる加工方法です。ステンレス鋼の溶接方法には、レーザー溶接、ガス溶接、被覆アーク溶接などがあり、用途に応じて適切な方法を選択します。
SUS304は、オーステナイト系の構造を持つため、溶接時にひずみや亀裂のリスクが比較的低く、溶接性が高い材料です。TIG溶接(タングステン・インタースティシャル・ガス溶接)は、精密な溶接が可能であり、SUS304の溶接に広く使用されています。溶接部の品質が高く、強度や耐食性も維持されますが、溶接速度は比較的遅いため、コストが高くなる場合があります。
参考)SUS304の特性完全ガイド:切削性から焼き入れ、加工性、溶…
溶接時の注意点として、高い温度と雰囲気により「溶接焼け(スケール)」が発生することがあります。溶接焼けはステンレスの成分変化を起こし、不動態被膜が破壊されたり、電食の原因になったりするため、溶接焼けを取り除き、不動態皮膜を再形成する必要があります。
参考)ステンレスの切削性について|ステンレス加工が難しい理由|金属…
マルテンサイト系ステンレス鋼では、溶接部が急速に冷えると割れが発生するため、予熱や温度管理を適切に行う必要があります。フェライト系やオーステナイト系でも、それぞれ特有の溶接課題があり、材質に応じた対策が求められます。
超二相ステンレス鋼UNS S32750のような高性能材料では、溶接部のフェライト相とオーステナイト相の割合が機械的特性や耐食性に重要な役割を果たすため、溶接プロセスの最適化が特に重要です。
参考)https://pmc.ncbi.nlm.nih.gov/articles/PMC11547027/
曲げ加工は、ステンレス鋼を必要な形状に成形する重要な加工方法です。ステンレス鋼は曲げた後に少しだけ元の形に戻ろうとする「スプリングバック」という現象が発生するため、あらかじめ戻りを考慮した曲げの角度を設定する必要があります。
オーステナイト系ステンレス鋼は、靭性に優れ、深絞りや曲げ加工などの冷間加工性が良好で溶接性も高いため、複雑な形状の加工に適しています。この特性により、ステンレス鋼は成形性が求められる自動車部品や家電製品の製造にも利用されています。
参考)https://www.mdpi.com/1996-1944/15/15/5343/pdf?version=1659525257
表面処理は、ステンレス鋼の外観向上やさらなる耐食性向上のために施されます。代表的な表面仕上げには、冷間圧延後に熱処理と酸洗い、表面仕上げを行った2B仕上げがあり、やや光沢のある均一色で、指紋や傷がつきにくいという特徴があります。工業分野でタンクや配管などで広く使われています。
#400ミガキ材は、#400番の研磨材を使用して表面を研磨し、鏡面に近い光沢を出した仕上げです。耐食性、美観、清掃性に優れ、半導体製造装置、厨房器具、機械部品などに使用されています。
メッキや塗装、エッチングなどの表面処理方法も、用途に応じて選択されます。これらの処理により、ステンレスの表面に処理を施すことで、外観が向上したり、さらに錆びにくくなったりする効果が得られます。
圧延処理によって光沢のある表面に仕上げたものは、一般的な用材や自動車部品などに使用され、研磨ベルトやバフによって仕上げたものは、装飾品、建材、シンクなどに使用されるなど、多数の種類があります。
ステンレス鋼の加工には、他の金属材料にはない独特の困難性があります。最も大きな課題の一つは、熱伝導率の低さです。ステンレス鋼は熱伝導率が悪いため、工具との摩擦熱の逃げ場がなく、工具に熱が蓄積して工具の不具合が起こりやすくなります。
加工硬化のしやすさも重要な課題です。ステンレス鋼は加工により強い力や負荷がかかると、加工硬化が起こり、硬度が高まるため、さらに加工しにくくなるという悪循環が発生します。この対策として、適切な加工条件の設定やクーラントの選択が必要です。
工具との親和性が高いという性質も、加工を困難にする要因の一つです。ステンレス切削くずが工具にくっつきやすく、工具の一部と共に剥がれてしまったり(チッピング)、工具の刃先などに溶着して、加工精度が落ちたりします。そのため、刃物の素材や切削くずをスムーズに逃がす形状を選択し、切削油を使用することが重要です。
意外な課題として、ステンレス鋼の加工では「構成刃先」という現象が発生しやすいことがあります。これは、工具の刃先に切削くずの一部が溶着し、疑似的な刃先を形成する現象で、加工精度や表面粗さに悪影響を与えます。この対策として、適切な切削速度の設定や切削油の使用が効果的です。
また、ステンレス鋼は切削抵抗が大きいため、工具の選定だけでなく、工作機械の剛性も重要な要素となります。機械の剛性が不足していると、びびり振動が発生し、加工精度や表面品質が低下する可能性があります。
これらの課題に対処するためには、材料特性の理解、適切な工具選定、加工条件の最適化、そして経験に基づいた技術的なノウハウが必要です。特に、快削ステンレス鋼の使用や、最新のコーティング工具の活用により、加工効率と品質の向上が期待できます。
参考)ステンレスの切削性について|旋盤・フライス加工をする際のポイ…

