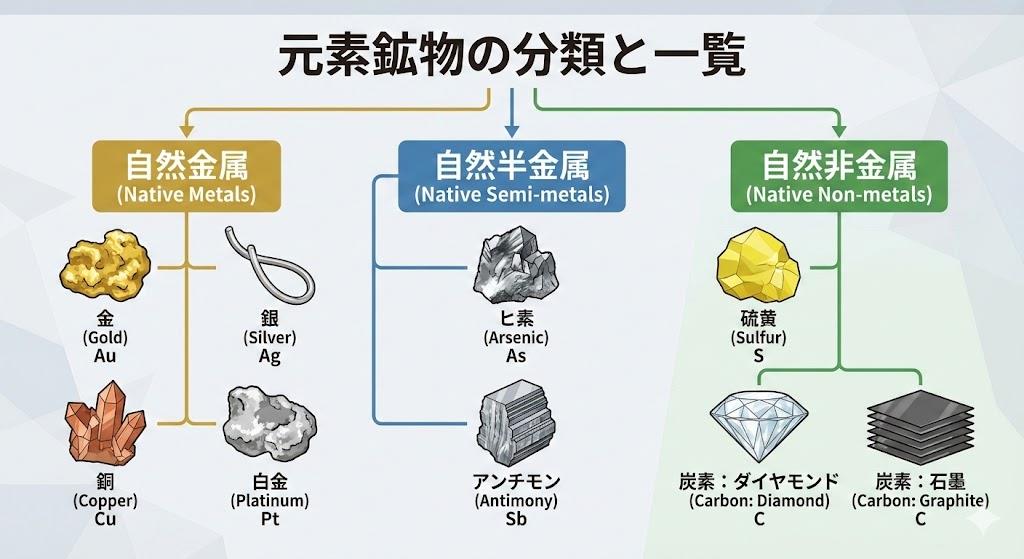
元素鉱物は単独の元素や合金から成る特殊な鉱物群です。自然金や自然銀など30種類以上が存在し、金属・半金属・非金属に分類されます。それぞれの特徴や産地、希少性について知っていますか?
被覆アーク溶接において、最も重要な要素は電流値の適正な設定と管理です。多くの初心者は溶接棒の動かし方に意識を集中させがちですが、実は母材への溶け込み深さと溶接棒の溶ける速さに最も大きな影響を与えるのが電流なのです。適正電流の範囲を理解し、その中で細かく調節できるスキルを身につけることで、溶接上達のスピードは劇的に向上します。
初心者向けの基本的な電流値としては、4mm径の溶接棒を使用する場合、一般的には160~180Ampの範囲が目安となります。しかし、母材の厚さや材質、溶接姿勢によって最適値は変わるため、経験を重ねながら微調整する癖をつけることが大切です。溶接電流が過大になると母材が過剰に溶け込み、逆に不足すると溶け込み不良や融合不良といった欠陥が生じるリスクが高まります。
電流調整の次に重要なのが、アーク長(電極と母材の距離)を一定に保つことです。アーク長は、溶接棒の先端から母材表面までの距離を指し、通常は2~3mm程度の短い長さが理想的です。この距離が短すぎるとアークが不安定になりやすく、溶接棒が母材に張り付く現象(ストック)が発生しやすくなります。一方、アーク長が長すぎるとアークが拡散し、スパッタ(溶接粒の飛び散り)の増加や溶け込み不足の原因となります。
アーク長を一定に保つには、溶接棒が溶融して短くなるに従って、体を前傾させながら保持状態を調整する動作が必要です。ホルダーを持つ手のひじを肩の高さまで上げた状態から、溶接の進行に伴って体全体を前に倒していくことで、相対的な距離関係を一定に保つことができます。この動作は最初は不自然に感じるかもしれませんが、繰り返しの練習により体に馴染んでいきます。
被覆アーク溶接には複数の施工姿勢がありますが、最も安定性が高く初心者向けなのは下向き姿勢です。下向き姿勢では重力が溶融金属をサポートするため、ビードが垂れ落ちる危険性がなく、溶接結果も最も良好です。立向きや横向き、上向き姿勢になると、重力に逆らって溶融金属を支える必要があるため難易度が急激に上昇します。
溶接棒の保持角度も極めて重要です。母材に対して約10度の仰角(やや上向き)、溶接線に対しては約70度の横角を保つことが標準的です。これは溶接棒の先端がV溝の中心に向いており、かつアークが前方に向かうような角度設定です。角度が大きく外れると、アークの力で溶融スラグが後方に追いやられてプール溶融金属が露出し、荒れたビード波形になるという悪影響が生じます。正しい角度を視覚的に確認しながら、体全体の安定性を保つことで、終わりの体勢も楽になり作業効率が向上します。
被覆アーク溶接では、母材材質に応じた溶接棒の選択が非常に重要です。溶接棒は心線の上に被覆材が塗り固められた構造になっており、この被覆材の種類によって溶接特性が大きく異なります。主な被覆材タイプとしては、高酸化チタン系、ライムチタニヤ系、低水素系、イルミナイト系などがあります。
高酸化チタン系は薄板溶接に適しており、アークの安定性が良く、ビード外観も優れています。ライムチタニヤ系も一般的な軟鋼溶接に広く使われ、バランスの取れた特性を持ちます。一方、低水素系は溶接金属の機械的性質に優れているため、割れやすい材料や重要部材の溶接に選定されます。ただし、アークの安定性がやや劣るため、初心者には扱いが難しい傾向があります。イルミナイト系は立向き下進溶接など高速の溶接に適し、スパッタが少ないという利点があります。用途に応じた正確な溶接棒選択を行うことで、施工性と品質の両面で大きなアドバンテージが生まれます。
被覆アーク溶接では、溶融スラグの管理がビード品質に直接影響を与えます。溶融スラグは母材や溶接金属を大気中の酸素や窒素から保護する役割を担うとともに、溶融池形状を制御する働きもしているのです。スラグの流動性は被覆材の種類に依存します。低水素系のような流動性が少ないスラグの場合、ストリンガー(直線)に近い運棒操作が適しており、ビード両止端部で確実な止め操作を行うことが必須です。
対照的に、イルミナイト系のように流動性の良いスラグの場合、細かなノコギリ刃状またはグリ操作(ジグザグ)による運棒が有効です。ウィービング運棒法を用いる際には、アーク長を短く保つため溶接棒先端下側を溶融池に接触あるいは沈み込む程度まで近づけることが大切です。溶接後のスラグ除去も重要で、各層の溶接完了後には十分にスラグを取り除き、次層への融合不良を防ぐ必要があります。特に多層溶接では、前層ビードの上に付着したスラグが次層の熱で再溶融し、溶接金属内に巻き込まれるスラグ巻き込み欠陥が発生することがあるため、綿密な管理が要求されます。
被覆アーク溶接は手作業による溶接のため、作業者の技術と経験が直結する分野です。電流調整から始まり、アーク長の安定保持、姿勢と角度の正確な保持、適切な溶接棒選択、そしてスラグ管理という複数の要素が有機的に結合することで、初めて高品質な溶接結果が得られます。これらのコツは決して難しい理論ではなく、繰り返しの実践練習により、体と感覚が徐々に習得していくものです。
初心者が陥りやすい落とし穴としては、ビード外観の美しさのみに気を取られることです。確かに見た目の良いビードは重要ですが、実際には母材への十分な溶け込みと内部の充実度が品質を左右する決定的な要因なのです。溶融池の状態をアークの光と音、そして手の感覚で判断し、リアルタイムで電流やアーク長を微調整する能力を磨くことが、真の上達に繋がります。
あまり知られていませんが、溶接開始時のアークスタート方法も上達速度に影響を与えます。通常のアークスタートは、溶接棒を30度から45度程度傾けて溶接面にタッチさせ、その後素早く引き離すことでアークを発生させますが、初心者が難しい場合は、アーク出し用の補助鉄板を用意し、一度そこでアークを安定させてから本体へ移動させるという手法も有効です。また、溶接終了時のクレータ処理も見落とされやすい要素で、バックステップ法によってクレータの最終凝固線をなぞるように運棒することで、クレータ割れを防止できます。このような細部の技術が集積することで、信頼性の高い溶接技術者へと成長していくのです。

