元素鉱物は単独の元素や合金から成る特殊な鉱物群です。自然金や自然銀など30種類以上が存在し、金属・半金属・非金属に分類されます。それぞれの特徴や産地、希少性について知っていますか?
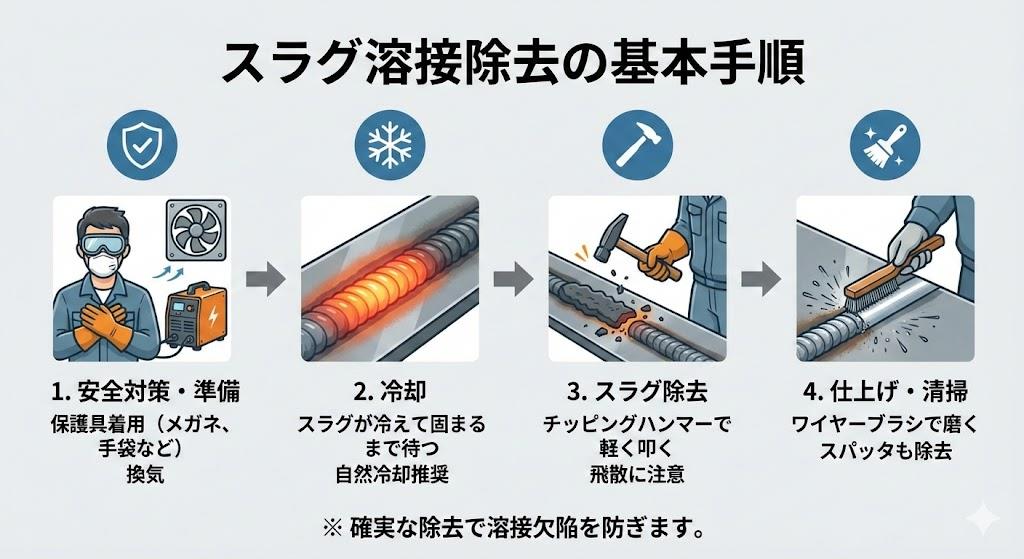
溶接作業を行う上で、スラグの除去は避けて通れない重要な工程です。スラグとは、溶接時に溶接棒の被覆剤やフラックスがアーク溶接によって溶けてできる不純物のことを指します。このスラグを適切に除去しないと、次の溶接層との融合不良や溶接欠陥の原因となり、製品の品質を大きく損なう可能性があります。特に多層溶接では、各層ごとに丁寧なスラグ除去が必須となります。スラグ除去作業は、溶接ビード上に固着したスラグをチッピングハンマーで叩いて剥離させ、その後ワイヤーブラシで仕上げるのが基本的な流れです。作業環境や溶接部位の形状、求められる仕上がり品質によって、最適な除去工具や手法を選択することが、作業効率と品質向上の鍵となります。
参考)アーク溶接とは?溶接方法やコツを解説!
溶接時にスラグが発生するのは、被覆アーク溶接などで使用される溶接棒の被覆剤が溶融し、溶接金属を大気から保護する役割を果たした後、冷却によって固化するためです。このスラグは溶接ビード表面に付着し、次の溶接パスを行う前に完全に除去する必要があります。スラグを残したまま次のパスを重ねると、スラグ巻き込みという溶接欠陥が発生します。スラグ巻き込みは融合不良の一種であり、溶接部の強度を著しく低下させる重大な欠陥です。特に狭開先溶接や横向溶接の上側開先面、レ型開先の立板側開先面では、スラグ巻き込みが生じやすいため、より入念な除去作業が求められます。適切なスラグ除去は、溶接品質の確保だけでなく、外観の美しさにも直結する重要な作業工程です。
参考)https://www-it.jwes.or.jp/qa/details.jsp?pg_no=0040010340
スラグ除去には主に三種類の工具が使用されます。第一にチッピングハンマー(カストリハンマー、ケレンハンマーとも呼ばれる)は、溶接スラグを物理的に叩き落とすための専用工具です。片側が縦刃、片側が横刃になっており、溶接部の形状に応じて使い分けることができます。頭部は炭素鋼で作られ、完全焼入れ処理が施されているため、硬度が高く耐久性に優れています。第二にワイヤーブラシは、チッピングハンマーで大まかに除去したスラグの残りや細かなスパッタを掃き取るために使用します。炭素鋼の毛がしっかりと埋め込まれたブラシは、機器の清掃にも適しています。第三にニードルスケーラーは、空圧を利用して複数の針を高速で往復運動させ、スラグやスパッタを効率的に除去する電動工具です。手作業では時間がかかる広範囲のスラグ除去や、凹凸のある複雑な形状部分の処理に威力を発揮します。
チッピングハンマーを選ぶ際は、まず重量とサイズを確認します。一般的に#1/2(約286g)や#3/4(約410g)といった規格があり、作業内容に応じて選択します。軽量なものは長時間作業に適していますが、重いスラグを除去する場合は重量のあるハンマーが効果的です。柄の材質も重要で、ヒッコリー材は樫よりも軽くて丈夫で弾力性があるため、手への衝撃を和らげます。使い方としては、溶接ビードに対して適切な角度でハンマーを当て、軽快に叩いてスラグを剥離させます。力任せに叩くのではなく、スラグの割れ目を見極めながらリズミカルに作業することが効率的です。最近では、くちばしのように尖った刃先でチッピング作業を行い、平たい刃先でスクレーパーとしても使える多機能型のハンマーも登場しており、作業性の向上に貢献しています。
ワイヤーブラシには手動タイプとグラインダー取付タイプがあります。手動ワイヤーブラシは、細かな仕上げ作業やアクセスしにくい箇所の清掃に適しており、全長約190mm程度の小型のものが一般的です。グラインダー取付タイプのワイヤーブラシは、M10ねじでディスクグラインダーにワンタッチで脱着でき、広い面積のスラグやスパッタを短時間で除去できます。カップ型やディスクベベル型など形状も多様で、作業対象に応じて使い分けます。線径は通常0.25~0.3mmが使用され、鉄のサビ落とし、塗装剥がし、バリ取りなど多目的に活用できます。ワイヤーブラシ使用時の注意点として、ワイヤーの飛散に気をつける必要がありますが、最近ではナイロン研磨材を使用した製品も登場し、ワイヤー飛散の心配なく安全に使用できるものもあります。許容回転数を守り、適切な速度で使用することが、効率的かつ安全な作業につながります。
ニードルスケーラーは、空圧式の工具で毎分3000~6000回という高速で針が往復運動し、溶接後のスラグやスパッタを効率的に除去します。最大の特長は、凹凸面や曲面、パイプ、ボルト周りなど複雑な形状にも追従できる点です。多数の針(一般的に19本程度)が加工物の凹凸に追従し、狭い場所や奥まった箇所、段差のある箇所でも効率的に作業できます。ニードルスケーラーのもう一つの利点は、ショットピーニング効果です。強力な打撃により加工物の表層に圧縮残留応力が付与され、表面硬度が増し、溶接後の劣化部分の補強効果があります。選定時には、打撃数(bpm:回/分)、ニードルの径と長さ(標準は2mm×180mmまたは3mm×180mm)、ピストル型かストレート型かを確認します。ストレート型は狭い場所での作業に威力を発揮し、ピストル型は一般的な作業に適しています。
参考)エアーニードルスケーラーの特長・選び方
スラグ除去作業では、飛散するスラグ片や金属粉から身を守るための適切な保護具着用が必須です。まず保護メガネまたは防護面を装着し、目を保護します。スラグが高速で飛散する可能性があるため、通常のメガネでは不十分です。溶接グローブは、チッピングハンマー使用時の手の保護だけでなく、まだ熱いスラグに触れることを防ぎます。長袖作業服と安全靴の着用も基本です。ニードルスケーラーなど電動工具を使用する場合は、騒音対策として耳栓やイヤーマフも必要です。作業環境面では、適切な換気の確保が重要です。スラグ除去時に発生する粉塵を吸い込まないよう、換気設備を稼働させるか、防塵マスクを着用します。また、作業場の清掃を定期的に行い、床に落ちたスラグによる転倒事故を防ぎます。ワイヤーブラシやニードルスケーラー使用時は、ワイヤーや針の飛散に注意し、周囲に人がいないことを確認してから作業を開始します。
スラグ除去作業の時間短縮は、溶接全体の生産性向上に直結します。まず溶接方法の見直しが効果的です。裏回り溶接方法を改善することで、スラグの発生自体を抑え、除去時間を大幅に削減できた事例があります。具体的には、パイプの全長を長くしフランジの入りを調整することで、1層でスラグ発生を抑えた溶接が可能になり、スラグ除去工程そのものを削減しました。次に溶接材料の選択も重要です。スラグ剥離性の良い溶接材料を使用することで、除去作業が容易になります。サブマージアーク溶接では、被覆アーク溶接と比較してスラグ除去が簡単であり、作業時間を大幅に短縮できます。また、プラズマ溶接ではスパッタやスラグの発生がないクリーンな溶接が可能で、スパッタ防止剤の塗布や溶接後のスラグ処理が不要になります。工具面では、ニードルスケーラーやグラインダー取付型ワイヤーブラシなど、電動工具の積極的な活用により、手作業と比較して数倍の作業効率向上が期待できます。
参考)裏回り溶接の安定化で品質向上 - 金属塑性加工.com
多層溶接では、各層ごとに確実なスラグ除去を行うことが、最終的な溶接品質を左右します。厚肉部材の溶接では、開先を埋めるために複数層の溶接を繰り返す必要があり、各パス後に丁寧なクリーニングが欠かせません。スラグ除去が不十分だと、次の層との間にスラグが閉じ込められ、融合不良や気孔といった内部欠陥の原因となります。実践的な手順としては、まず各パス完了後、溶接部が十分に冷却してからチッピングハンマーでスラグを叩き落とします。冷却が不十分な状態でスラグ除去を試みると、スラグが軟らかく除去しにくいだけでなく、火傷のリスクもあります。次にワイヤーブラシで残留スラグや細かなスパッタを完全に除去し、目視で確認します。狭開先溶接や開先幅が広い部分では、隅のスラグが除去しにくいですが、ビード表面のおよそ1/2のスラグが除去されていればアークはスタートするという実験結果もあります。ただし、品質を重視する場合は完全な除去を目指すべきです。
参考)https://patents.google.com/patent/JPH0810986A/ja
溶接ロボットの進化により、スラグ除去作業の自動化も実現しています。鹿島建設が開発した新型マニピュレータ型現場溶接ロボットは、開先形状計測、溶接、スラグ除去の一連のフローを最終層まで全自動で繰り返すことができます。従来型ロボットでは柱全周(1層)を溶接するたびに技能者が手作業でスラグを除去する必要がありましたが、スラグ除去機能の追加により手作業がゼロになりました。このロボットは昼夜連続作業が可能で、技能者は作業中のロボットから離れて他の作業を行うことができ、生産性が大幅に向上します。また、溶接ビードを連続的に打撃してスラグを剥離させる清掃装置を溶接トーチに先行させて配置し、自動的にスラグ除去を行う方法も開発されています。このシステムでは、溶接トーチよりも半周先行する位置でビード表面のスラグを連続的に打撃して除去するため、溶接作業が中断した後でも確実にアークがスタートし、無人操業が可能になります。自動化技術の導入は、熟練技能者不足の解消と品質の安定化に大きく貢献しています。
参考)https://prtimes.jp/main/html/rd/p/000000110.000116603.html
スラグ巻き込みを防止するには、除去作業だけでなく溶接条件の最適化も重要です。第一に、溶接電流を可能な限り上げることで、溶融金属の流動性が向上し、スラグが浮き上がりやすくなります。第二に、溶接棒やトーチの角度を溶融池(プール)の形を見ながら調整します。適切な角度により、スラグが溶融金属の下に潜り込むことを防げます。第三に、アーク長は短く保つことが推奨されます。長すぎるアーク長は、スラグの巻き込みリスクを高めます。第四に、溶接棒の乾燥条件など使用法を厳守します。吸湿した溶接棒は、スラグ特性が変化し除去が困難になる場合があります。第五に、ビード形状を適切に管理します。オーバーラップやアンダカット、極端な凸状ビードは、スラグ除去を困難にするため、これらを避ける溶接条件を選択します。さらに、シールドガスの選択(アルゴンガスの混合比率を高める)により、スラグ発生量自体を減らすことも有効な手段です。これらの対策を総合的に実施することで、スラグ巻き込みのリスクを最小限に抑えることができます。
参考)現役溶接工目線で【スラグ巻き込みの原因と対策】を解説【技量が…
溶接スラグは、製鉄プロセスで発生する高炉スラグとは異なりますが、いずれも溶融金属から分離される不純物という点で共通しています。製鉄所では、溶鋼から不純物を除去するために精錬スラグが使用されます。スラグは溶鋼中の介在物を吸収・除去する役割を果たし、鋼の清浄度を向上させます。近年では、スラグの改質により鉄損失を低減する技術も開発されており、Na2O や Al2O3 を含む改質剤を添加することで、脱硫スラグの性状を最適化する研究が進んでいます。また、亜鉛製錬で発生する鉄スラグの脱水性能を超音波技術で最適化する研究も行われており、資源の有効活用が図られています。溶接作業で発生するスラグも、適切に回収すれば再資源化の可能性がありますが、現状では産業廃棄物として処理されることが一般的です。溶接作業者にとっては、スラグを単なる廃棄物と捉えるのではなく、溶接プロセスにおける化学反応の産物として理解することで、より適切な除去方法や発生抑制策を見出すことができます。
参考)https://pmc.ncbi.nlm.nih.gov/articles/PMC11123348/
溶接スラグ除去工具の一覧と詳細仕様(モノタロウ公式サイト)
スラグ巻込みが生じやすい溶接と防止策の詳細解説(日本溶接協会)
アーク溶接の基礎とスラグ除去の重要性について(金属技研)

