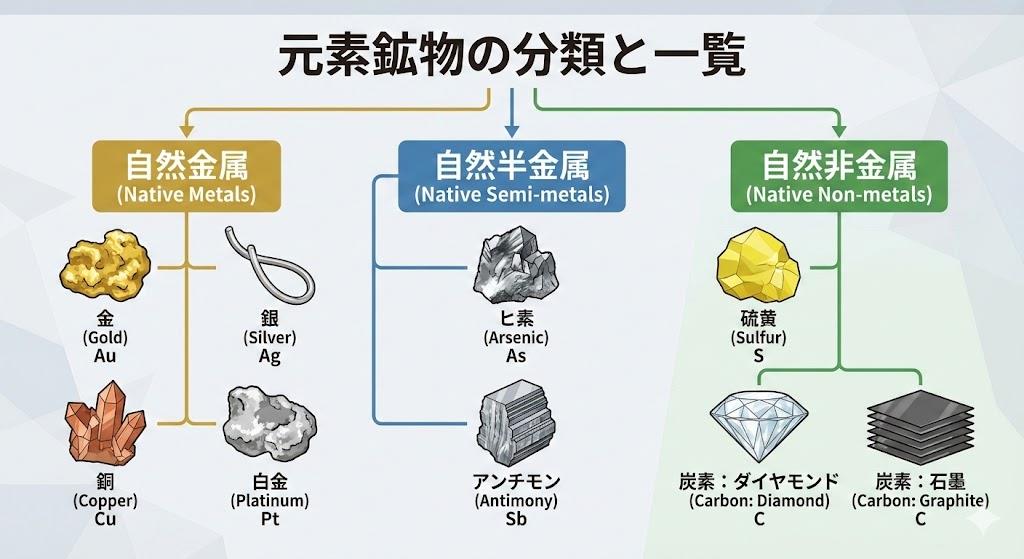
元素鉱物は単独の元素や合金から成る特殊な鉱物群です。自然金や自然銀など30種類以上が存在し、金属・半金属・非金属に分類されます。それぞれの特徴や産地、希少性について知っていますか?

金属加工における切削加工は、大きく「旋削加工」と「転削加工」の2つの基本方式に分類されます。旋削加工は加工対象となる工作物をチャックで固定し、これを回転させながら、静止した刃物状の工具「バイト」に当てることで材料を削り取る方法です。円筒形の素材から必要な形状を作り出すのに最適で、金太郎飴のように連続して同じ形状を製造する場合に特に活躍します。
旋削加工で行われる具体的な作業には、外周を削り取る外丸削り、段部を作るテーパー削り、端面を平らに仕上げる端面削り、穴を広げる中ぐり加工、そして最後に切断する突切りなど、多様な工程があります。近年ではプログラム制御によるNC自動旋盤の登場により、複雑な加工も効率的に実行できるようになってきました。バイトは連続的な接触に耐える耐摩耗性が求められるため、超硬合金やセラミック製の高品質な工具が使用されます。
フライス加工(転削加工)は、回転している切削工具を固定した加工物に押し当てる方式で、工作物表面を平面や曲面に加工できます。フライス盤という工作機械に装着されたエンドミルや正面フライスなどの刃物を高速回転させ、被削材に断続的に当てることで切削を行います。この断続的な接触のため、刃物には瞬間的な温度変化に対応できる耐熱衝撃性が特に重要になります。
フライス加工は直線運動と回転運動を組み合わせることで、複雑な形状を加工するのに向いており、穴開けやみぞ削り、さらには複雑な面の加工も可能です。NC制御を備えたマシニングセンタを使用すれば、複数の工具を自動で切り替えながら異なる種類の切削を連続的に行え、より複雑な部品形状の製造が実現できます。また、NC歯車加工機を用いれば、時計から自動車まで、多種多様な形状や用途に合わせた歯切り加工が可能になります。
穴あけ加工(ドリリング加工)は、ボール盤やマシニングセンタに装着されたドリルを回転させて、材料に穴を開ける工法です。単純に見えますが、精密な穴径や穴の直角性を確保するには、適切なドリル選択と送り速度の設定が極めて重要です。特に硬度が高い材料への穴あけでは、冷却液の供給が必須となります。
一方、研削加工(グラインディング)は砥石を使用する切削加工の一種で、グラインダーに装着した砥粒で材料表面を研ぎ仕上げます。金属加工の場面では、材料のカット後に発生するバリ(めくれ)の除去や、刃物の研ぎといった用途で多用されます。グラインダーは角度を15~30度に保ちながら操作し、砥石を材料に強く押しつけず、表面に当てる程度の力加減で、奥から手前に一定のスピードで動かします。研削加工は比較的細かい仕上げが可能で、金属部品の最終精度確保に貢献する重要な工程です。
旋削加工とフライス加工では、切削工具に要求される性質が大きく異なります。旋削加工は加工物との接触が加工開始の1度のみで、その後は接触が続く連続切削であるため、切削工具には連続的な接触に耐え得る耐摩耗性が第一に求められます。対照的に、フライス加工は切削工具と加工物の衝突が頻繁に起こる断続切削のため、瞬間的な温度上昇に耐える強い耐熱衝撃性が必要とされます。
このため、旋削用バイトには超硬合金やセラミック製の工具が使用され、高い耐摩耗性で長時間の加工に対応します。一方、フライス加工用のエンドミルやフライスは、衝撃に強い材質が選定され、コーティング技術も駆使して耐熱衝撃性を高めています。加工対象の材質によって工具の選択基準も変わるため、鋼、アルミニウム、チタン、複合材料など、加工材料の特性に応じた最適な工具選択が加工精度と効率を大きく左右します。
マシニングセンタは切削加工技術の進化形で、NC制御を備えた高度な工作機械です。複数の主軸に別個の工具を取り付けた複合機構を持ち、直線運動と回転運動を次々に組み合わせることで、異なる種類の切削を連続的に実行できます。これにより、かつては複数の異なる工作機械を経由して製造していた複雑な部品形状を、1台の機械で完成させることが可能になりました。
複合加工により、工数の削減、加工時間の短縮、組立工数の減少といった製造効率の大幅な改善が実現します。特に自動車部品や精密機器部品など、複雑な形状を要する業界では、マシニングセンタの導入により、納期短縮と品質向上が同時に達成できるため、競争力強化の重要な要素となっています。近年のNC自動旋盤の高度化に伴い、旋削加工の領域でも複合加工化が進み、従来では実現不可能だった加工が次々と可能になってきました。
フライス加工の詳細な加工プロセスと工作機械の分類
フライス加工は固定した工作物に対して、高速回転させたフライス盤の刃物を断続的に当てることで加工を行う方法です。加工の自由度が高く、平面加工から曲面加工まで幅広い形状に対応でき、同一形状を多数製造する場合の量産性も優れています。フライス盤の種類には、汎用フライス盤と呼ばれる手動操作型のものから、自動制御型のマシニングセンタまで、様々な機械が存在します。
旋削加工が活躍する場面と加工適性の実務判断
旋削加工(旋盤加工)は、円筒形状の素材を活用した部品製造に最適です。スピンドルに固定した加工物を回転させながら、バイトを段階的に送り込むことで、外径削り、内径加工、ねじ切りなど多くの工程を効率的に実行できます。特に長尺の棒状材料から複数の部品を連続製造する場合、カム式の自動盤やNC自動旋盤を用いることで、大ロット生産を高い生産性で実現します。
穴あけ加工と研削加工が支える精密加工の基礎
穴あけ加工は一見単純な工程ですが、精密部品の製造では重要な役割を担っています。正確な穴径、穴位置、そして穴の直角性を確保するためには、ドリルの選択、回転速度、送り速度、冷却液の供給など、多くのパラメータの最適化が必要です。研削加工は加工後の仕上げとして機能し、バリ取りや表面粗さの改善を行うことで、最終製品の品質を左右する重要な工程です。
砥石の粒径選択も重要で、粗い粒径は切削量が多く仕上がりは粗くなり、細かい粒径は仕上げ面が美しくなる代わりに加工時間が増えます。研削加工の効率と品質のバランスを取るため、加工対象の材質や要求される表面粗さに応じて、最適な砥石を選定する必要があります。
切削加工材料の特性とそれぞれの加工方法への対応
切削加工の対象となる材料は多岐にわたります。一般的な鋼材は加工性が良好で、旋削やフライス加工の両方に適しています。アルミニウム合金は加工性に優れ、高速加工が可能ですが、柔らかいため工具の磨耗が早くなる傾向があります。チタン合金は高温強度に優れ、航空宇宙産業で重用されますが、加工性が悪く、低速での加工と頻繁な工具交換が必要になります。複合材料の切削加工は、繊維の損傷を避けるため、特に慎重な加工条件の設定が要求されます。
加工対象の材質に応じた工具の選択、回転速度の決定、送り速度の設定、冷却液の選定といった一連のパラメータ設定が、加工品質と生産効率を左右する重要な要素です。各材料の熱膨張係数、硬度、加工性などの物理的特性を理解することで、より効果的な加工が実現できます。
KEYENCE 切削加工の基礎と種類に関する詳細情報
MISUMI 切削工具と加工方法の実務的なガイド
OGIC 旋盤加工とフライス加工の実践的な解説

[Vailaipupy]【プロ用四刃ドリル】超硬合金製 ガラス穴あけ工具 タイル加工用 高耐久設計 DIYから工事まで 切削速度2倍(陶磁器/大理石対応) ブラックドリル

