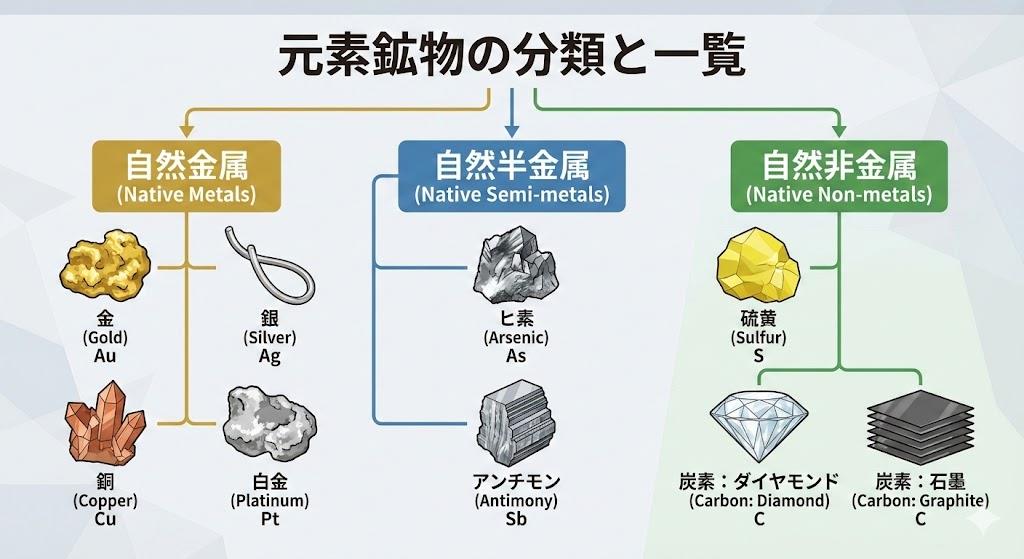
元素鉱物は単独の元素や合金から成る特殊な鉱物群です。自然金や自然銀など30種類以上が存在し、金属・半金属・非金属に分類されます。それぞれの特徴や産地、希少性について知っていますか?
誘電加熱は、電気をほとんど通さない物質(絶縁体や誘電体)に対して高周波の電磁波を当てることで、物質内部の極性分子を意図的に振動させて発熱させる加熱方式です。具体的には、お互い向かい合った電極の間に高周波電界を作り、その間に誘電体を置くことで分子の振動を引き起こします。
高周波電圧を加えると、誘電体内部に発生した双極子が反転を繰り返して周囲の分子との間で摩擦を起こし、その摩擦によるエネルギーが誘電体内部で熱に変換されます。この加熱方法は、300MHz~300GHzの電磁波の作用で誘電体を主として分子運動とイオン伝導によって熱を発生させるものと定義されています。
マイクロ波加熱と高周波誘電加熱はどちらも誘電体に電磁波を照射して分子の振動を起こす点では共通していますが、マイクロ波加熱は電磁波を照射するのに対し、高周波誘電加熱は電極間に高周波電界を作って加熱するという違いがあります。そのため、誘電体に金属片が混入していたり、平行板電極の間隔を極端に狭めたりすると放電するリスクがあり注意が必要です。
誘導加熱は、電磁誘導を利用して加熱する方法で、高周波誘導加熱や電磁誘導加熱とも呼ばれています。交流電源に接続されたコイルに電流を流すと、その周りに磁力線が発生します。コイルの中あるいはその近くに電気を通す金属を置くと、金属内部には磁束の変化を妨げる方向に「うず電流(渦電流)」が流れます。
金属には電気抵抗があるため、「電力=電流²×抵抗」に相当するジュール熱が発生して金属が自己発熱します。この現象を誘導加熱といい、被加熱物自体が発熱体となるため、短時間で高温の加熱が可能です。炉などに比べて加熱効率が高く、省エネルギー化にもつながります。
誘導加熱には複数のメリットがあります。非接触加熱のため熱源と材料が物理的に接触する必要がなく、摩耗や破損が少なくなります。また、加熱パラメータを正確に制御できるため、一貫した再現性のある結果が得られ、高品質の製造に不可欠です。さらに、周囲に大きな熱損失を与えることなく材料を直接加熱するため、エネルギー効率が非常に高いという特徴もあります。ピンポイントの加熱や温度管理も容易なため、作業効率や品質の向上が期待できます。
誘導加熱では周波数の選定が極めて重要であり、加熱効率ひいてはその経済性に大きな影響を与えます。エネルギーを効率良く物体に吸収させるためには、被加熱物が小さいほど高い周波数が必要となり、被加熱物が大きい場合には比較的低い周波数が適しています。使用する周波数により、低周波炉(商用周波数:50/60Hz)とそれ以上の高周波炉があり、用途によって選択されます。
交流の周波数が高いほど金属表面にうず電流が発生し、そのジュール熱で金属表面が急速加熱されます。各種材質によるうず電流の浸透深さは異なり、鉄系材料やステンレスなどが誘導加熱に適しています。渦電流損は周波数の2乗に比例し、周波数が大幅に高くなるとヒステリシス損より渦電流損による発熱が占める割合が多くなります。
一方で、金や銀なども導電体ですが、電気的抵抗があまりにも小さいため、うず電流損失によるジュール熱の発生が少なく、高周波誘導加熱が難しい材質となります。カーボンや鉄、タングステン、錫などは比較的電気抵抗が高いので、電流に対して強い抵抗となり加熱効率が高くなりますが、銅やアルミ、真鍮などは抵抗が低く加熱効率が低下します。
誘電加熱では、水分を含む材料や双極性を有するプラスチック、木材、樹脂などの絶縁体が加熱対象となります。木材は熱伝導率が低いので、厚みの薄い木質材料は外部加熱でも速やかに内部まで加熱できますが、厚みの大きなものは高周波誘電加熱によらなければ、内部まで急速・均一に加熱することができません。
誘導加熱は、金属を主とした多様な加熱プロセスで応用され、IH加熱(電磁誘導加熱)とも称されます。代表的な用途として、金属部品の焼き入れ加工や焼き戻し加工などの熱処理加工があります。急速加熱から急速冷却により表面硬化が得られるため、工具や機械部品の表面強化に広く利用されています。
配管部品(銅管)のろう付け、超硬やダイヤモンドチップのろう付け、土木建築用超硬ビットろう付け、金属間の拡散接合など、金属同士の接合にも誘導加熱が多様に使われています。ろう付雰囲気は大気、不活性ガス、真空雰囲気など様々です。また、機械や自動車部品の焼嵌加工や焼外しにも利用され、焼嵌は金属の熱膨張を利用してシャフトなどを挿入固定し、焼外しは焼嵌されたシャフトなどの取外しに利用されます。
金属の大気溶解や真空溶解、貴金属の溶解・鋳造にも誘導加熱が活用されています。鉄系材料や非鉄金属の溶解では、直接溶解(セラミックス系坩堝内に充填した材料を誘導加熱で溶解)と間接溶解(黒鉛坩堝などを誘導加熱し、熱伝導で充填材料を溶解)の2つの方式があります。高周波誘導溶解は比較的小容量の溶解に利用されています。
その他にも、熱間鍛造用ビレットヒータ、押出し加工用ビレットヒータ、冷間加工前の予備加熱、金属線材のアニーリング、金属と樹脂の複合化加工、可塑性樹脂への金属ナットインサート、家庭用のIHクッキングヒーター、半導体製造における単結晶引上げなど、極めて幅広い分野で誘導加熱技術が活用されています。
医療用途では、癌のハイパーサーミア療法などで誘導加熱を用いて生体組織を加熱する研究も進められており、新たな応用分野が広がっています。
誘電加熱は主に食品加工、木材乾燥、プラスチック溶接、医療用途などに使用されています。木質材料の接着においては、木材の熱伝導率が低いため、厚みの大きな木質材料を内部まで急速・均一に加熱するには高周波誘電加熱が不可欠となります。食品の殺菌手法としても高周波誘電加熱殺菌が研究されており、物理的手法による食品加工技術として注目されています。
金属を発熱体とした樹脂加工では、可塑性樹脂同士の接合や可塑性樹脂への金属ナットインサート、金属表面の熱硬化性塗膜(液体/粉体)の乾燥、金属と被覆ゴムの界面接着剤の硬化促進などに誘電加熱の原理が応用されています。また、プラスチック溶接においても高周波電界を利用した誘電加熱が有効です。
しかし、誘電加熱にはいくつかの課題や短所も存在します。電力変換効率が悪いという点が最大の課題であり、電子管(真空管)を使用した高周波発生回路を使用するため、投入電力と出力電力の変換効率が悪くなります。また、設備費が他の加熱源(ガス、重油、抵抗加熱など)に比較して高いという経済的なデメリットもあります。
加熱できる材料や形状に制限があることも誘電加熱の短所です。加熱できる材料の制限や発熱量の相違があり、材料形状が一定でない場合は均一に加熱ができません。さらに、電磁波障害の危険性もあり、漏洩電界によるノイズ発生や通信障害を発生する危険性があるため、設備設計時には十分な配慮が必要となります。
これらの課題はあるものの、誘電加熱は精密な温度制御、内部からの均一加熱、工程の自動化能力などの利点を備えており、特定の産業分野では誘導加熱と並んで重要な加熱技術として位置づけられています。
| 項目 | 誘導加熱 | 誘電加熱 |
|---|---|---|
| 利用する場 | 交番磁界 | 交番電界(高周波電界) |
| 適用材料 | 鉄・非鉄金属などの導電体 | 木材・樹脂・水分を含む有機物などの絶縁体(誘電体) |
| 加熱原理 | うず電流によるジュール熱 | 極性分子の振動による摩擦熱 |
| 周波数 | 50/60Hz~数MHz(用途により選択) | 300MHz~300GHz(マイクロ波帯も含む) |
| 主な用途 | 金属の熱処理、ろう付け、溶解、IH調理器 | 木材乾燥、プラスチック溶接、食品加工 |
| エネルギー効率 | 高効率 | 電力変換効率が低い |
| 設備費 | 中~高 | 高い |

