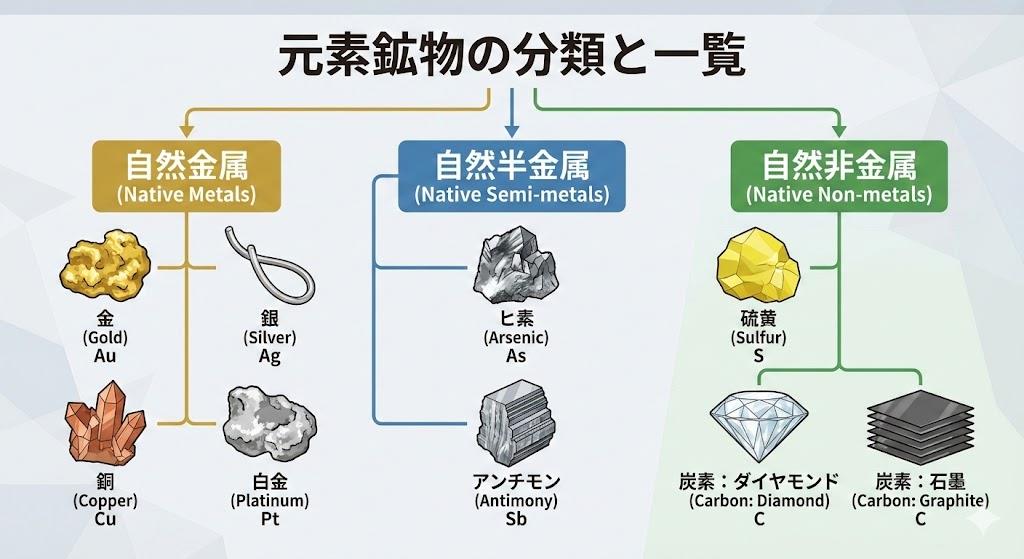
元素鉱物は単独の元素や合金から成る特殊な鉱物群です。自然金や自然銀など30種類以上が存在し、金属・半金属・非金属に分類されます。それぞれの特徴や産地、希少性について知っていますか?
放電加工は、工作物と電極を絶縁性の加工液中に浸し、両者の間に電圧をかけることで放電を発生させる加工技術です。電極と工作物を数μm〜数十μmという極めて狭い距離まで近づけると、その間にある加工液に絶縁破壊が起こり、アーク放電が発生します。この放電現象は雷と同じメカニズムであり、瞬間的に大きなエネルギーが放出されます。
参考)放電加工とは?原理から種類、メリット・デメリットまで解説 -…
アーク放電が発生すると、火花放電の1点を中心に電流が流れ込み、高エネルギーの「アーク柱」へと成長します。このアーク柱の温度は3000℃以上に達し、場合によっては5000℃〜20000℃にも及ぶため、鉄の融解温度である約1500℃を大きく上回ります。この超高温により、工作物の表面が局所的に溶融・蒸発し、少しずつ除去されていくのです。
参考)放電加工機におけるアーク放電を解説! - 放電加工機 お役立…
放電加工の詳細な原理とメカニズムを解説した技術資料
このプロセスを1秒間に1000回〜10万回という高速で繰り返すことで、硬度に関係なく難削材でも精密に加工できます。放電加工では、通常の電流が5A〜1000A、電圧が8〜40V程度で制御され、高温になった母材と電極が溶け込んで加工が進行します。
参考)アーク溶接の種類と原理
加工液(誘電体)は放電加工において極めて重要な機能を果たしており、単なる液体ではなく加工の精度と効率を左右する要素です。主な加工液には脱イオン水や石油系の液体が使用され、これらは高い絶縁性を持っています。
参考)放電加工 – 放電加工(EDM)とワイヤーカット・型彫り放電…
加工液の第一の役割は、電極とワークの間の絶縁を維持し、一定の条件下でのみ放電を発生させる「電気絶縁」機能です。加工液がギャップを満たすことで、意図しない場所での放電を防ぎ、正確な位置でのみ放電を起こすことができます。加工液は電圧がかかるとイオン化して電流が流れる電界を保つ役割も果たします。
参考)放電加工用語集
第二の機能は「冷却とフラッシング」で、放電により発生する膨大な熱エネルギーを吸収して運び去り、ワークピースや電極の損傷を防ぎます。加工液の継続的な循環により安定した温度が維持され、一貫した加工パフォーマンスが確保されるとともに、熱歪みのリスクが最小限に抑えられます。また、放電により発生した加工屑(スラッジ)を加工エリアから除去する働きも担っており、これにより連続的な加工が可能になります。
放電加工用の電極材料には、銅、グラファイト、銅タングステン合金、銀タングステン合金など多様な素材が使用され、それぞれ異なる特性を持っています。電極材料の選択は、加工精度、加工速度、電極消耗率に直接影響を与える重要な要素です。
参考)https://jp.misumi-ec.com/tech-info/categories/machine_processing/mp06/a0271.html
銅電極は最も一般的に使用される材料で、タフピッチ銅(純銅)、無酸素銅、テルル銅(快削銅)などの種類があります。タフピッチ銅は電気伝導率が101%(IACS)と高く、電気・熱の伝導性に優れ、展延性・耐食性・耐候性が良好です。テルル銅は切削性に優れており、放電加工用電極に最適とされています。これらの銅電極は、面粗さ10〜200μRmaxの広い範囲で使用可能で、特に仕上げ加工では油の熱分解カーボンが電極表面に付着して保護膜を形成し、電極消耗を防ぐ効果があります。
参考)放電加工機を使用する方へ電極消耗について紹介します!
各種電極材料の特性比較と選定ガイド
銅タングステン合金は、銅30%とタングステン70%の組成で、電気伝導率は50%、硬さは210HVと銅電極より高い特性を持ちます。超硬合金の粗加工・中間加工において加工速度が早く、消耗度が少ないという優れた特性があります。グラファイト電極は、大型から精密小型まで様々な金型の作製工程で使用され、特にプラスチック型、鋳造(ダイキャスト)型、鍛造型、プレス型などの加工に適しています。
参考)金型(プラスチック型,鋳造(ダイキャスト)型,鍛造型,プレス…
形彫り放電加工では、電極の形状を工作物に転写する際、電極自体も発生する火花によって損傷を受けます。この損傷は「電極消耗」と呼ばれ、工作物が加工される量と電極の消耗量の比率を「電極消耗率」といいます。電極消耗率は、電極の形状を正確に転写する上で極めて重要な指標となります。
参考)電極消耗 - 放電加工機 お役立ちナビ
電極から発生する放電の温度は6000〜8000度に達し、この超高温が電極と工作物の両方に影響を与えます。電極消耗率は、「電極と工作物の材質の組み合わせ」「印加する電圧の極性」「火花の継続時間」という3つの要素によって大きく変化します。
興味深いことに、銅は熱伝導率が高いため、発生した熱が速やかに電極内部に伝わり、表面の溶解量を抑える効果があります。一方、鋼は熱伝導率が悪く、熱が内部に残ってしまうために溶け出す量が多くなります。この材質による熱伝導特性の違いを利用して放電条件を調整することで、電極の消耗を大幅に抑えることが可能になります。
銅電極をプラス極にして比較的長いパルス幅で加工する荒加工条件では、油の熱分解カーボンが電極表面に付着することで電極を保護する効果が得られます。しかし仕上げ条件においては、この保護膜が除去されるため、銅電極自体の消耗を考慮した加工設計が必要です。
放電加工技術は、鉱物から精製された金属材料の高度な加工において不可欠な役割を果たしています。超硬合金、ステンレス、チタン、インコネルなど、鉱石を原料とする難削材の精密加工に放電加工が広く活用されているのです。
超硬合金は、タングステンやコバルトなどの鉱物資源から製造される極めて硬い材料で、通常の切削加工では工具の摩耗が激しく加工が困難です。しかし放電加工では、材料の硬度に関係なく導電性さえあれば加工可能なため、超硬合金の金型やプレス型の製作に最適な方法となっています。特に銅タングステン電極を使用した場合、超硬合金の粗加工・仕上げ加工において優れた性能を発揮します。
チタンやインコネルといった航空宇宙産業で使用される高性能合金も、鉱石から精製される貴重な金属資源です。これらの材料は耐熱性・耐摩耗性に優れる反面、機械加工が極めて困難な難削材として知られています。放電加工は、こうした鉱物由来の高機能材料を、非接触で熱エネルギーを利用して精密に加工できる唯一の実用的手段となっており、資源の有効活用にも貢献しています。
参考)放電加工機とは?種類や特徴についてわかりやすく解説 - 精密…
また、放電加工の電極材料自体も鉱物資源から作られており、銅鉱石から精製された銅やタングステン鉱石から得られるタングステンが使用されています。このように、放電加工技術は鉱物資源の採掘から製品化までのサプライチェーン全体において、付加価値の高い製品を生み出すための重要な技術としての重要な技術として位置づけられています。
参考)https://www.semanticscholar.org/paper/1e61edd418aa691ea506edf0106d6b778bc79581

