
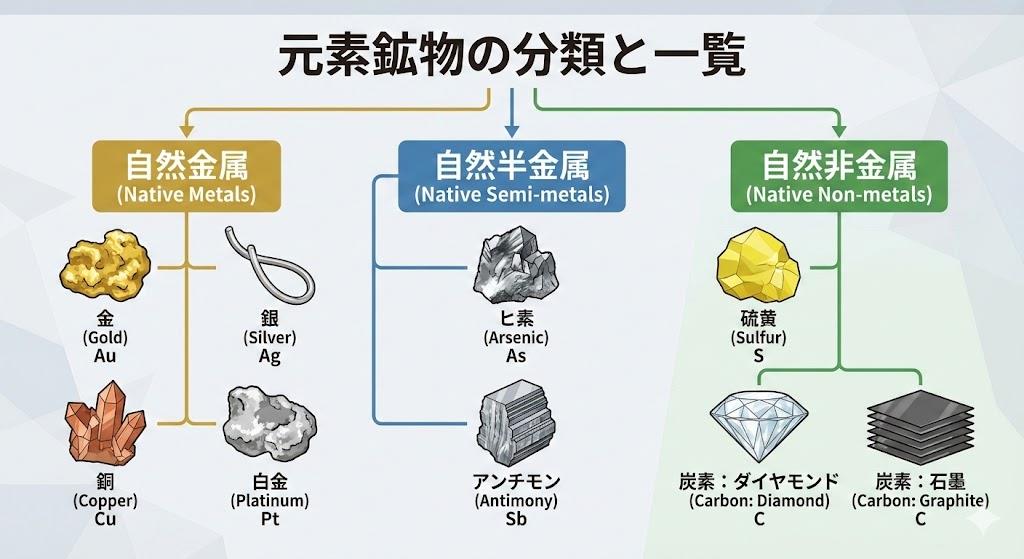
元素鉱物は単独の元素や合金から成る特殊な鉱物群です。自然金や自然銀など30種類以上が存在し、金属・半金属・非金属に分類されます。それぞれの特徴や産地、希少性について知っていますか?

鉛フリーはんだはJIS Z 3282において融点別に5つのグループに分類されています。従来の共晶はんだ(Sn-Pb)の融点が183℃であるのに対し、鉛フリーはんだは138℃から300℃以上まで幅広い融点範囲を持ちます。
温度帯別の分類と代表的な合金組成を以下に示します。
| 温度帯分類 | 融点範囲 | 代表的な合金系 | 主な用途 |
|---|---|---|---|
| 低温系 | 138~158℃ | Sn-Bi系 | 熱に弱い部品の実装 |
| 中低温系 | 200~210℃ | Sn-Zn系 | コスト重視の用途 |
| 中温系 | 217~227℃ | Sn-Ag-Cu系 | 一般的な電子機器実装 |
| 中高温系 | 227~232℃ | Sn-Cu系、Sn-Ag系 | 汎用実装 |
| 高温系 | 238℃以上 | Sn-Sb系 | 再溶融防止が必要な用途 |
中温系のSn-Ag-Cu系はんだが現在最も多く使用されており、特にSn96.5-Ag3.0-Cu0.5(SAC305)が主流となっています。この合金は融点217~220℃で、汎用性が高く信頼性にも優れています。
代表的な鉛フリーはんだの組成と融点を詳しく解説します。組成によって融点だけでなく、ぬれ性や機械的強度も大きく変わるため、用途に応じた選定が重要です。
中温系Sn-Ag-Cu合金の融点
最も広く使用されているSn-Ag-Cu系はんだの詳細データです。
SAC305は日本国内で最も普及している組成で、電気・電子機器の実装に標準的に使われています。銀含有量3%という設定は、コストと性能のバランスを考慮したものです。
低融点Sn-Bi系合金の特性
省エネルギー化や熱に弱い部品への対応として注目されているのがSn-Bi系はんだです。
Sn-Bi共晶はんだは融点138℃と非常に低く、リフロー温度を170~180℃まで下げられます。これはSAC305と比較して60℃以上も低い温度です。ただし延性が低いため、落下衝撃試験などで課題がありましたが、微量元素の添加とBi組成の最適化により信頼性が向上しています。
無銀系はんだの融点
高価な銀を含まないコスト重視の組成も開発されています。
銀を含まないため材料コストが大幅に削減できますが、融点がやや高くなる傾向があります。
鉛フリーはんだを実際に使用する際の温度設定は、融点よりも40~50℃高い温度が推奨されています。適切な温度設定により、良好なはんだ付け性と部品への熱ダメージ防止を両立できます。
手はんだ作業のこて先温度
マニュアルはんだ付けにおける推奨こて先温度は以下の通りです。
鉛フリーはんだは融点が高いため、共晶はんだより40℃程度高い設定が必要です。例えば融点217℃のSAC305では、作業性の良い温度として270℃程度が適切とされています。ただし、こて先温度を380℃まで上げると、こて先の酸化や劣化が早まるため、こまめなメンテナンスが重要です。
リフロー実装の温度プロファイル
自動実装におけるリフローはんだ付けの温度設定です。
SAC系鉛フリーはんだの場合、融点が220℃であるため、リフロー炉の温度ばらつき30℃を考慮すると実際のリフロー温度の最高温度は250℃となります。低融点のSn-Bi系を使用すれば、リフロー温度を大幅に下げられるため、省エネルギー効果が期待できます。
白光株式会社の鉛フリーはんだ付けガイド - こて先温度や作業条件の詳細な解説があります
再溶融防止や耐熱性が求められる特殊用途では、融点が高い高温系鉛フリーはんだが使用されます。一般的なSAC305よりも融点が20℃以上高い組成が該当します。
Sn-Sb系高温はんだの詳細
高温系の主流はSn-Sb(スズ-アンチモン)系合金です。
これらの合金は、2ndリフローでの再溶融防止を目的として使用されます。従来は鉛入りのSn5-Pb95(融点300~314℃)が使われていましたが、鉛フリー化に伴いSn-Sb系への移行が進んでいます。
高銀含有合金の特性
融点を上げる目的で銀含有量を増やした組成も存在します。
融点の高い銀はんだは、高い接合強度が求められる用途や、高温動作環境での使用に適しています。航空宇宙産業や高出力電子機器など、厳しい条件下で優れた性能を発揮します。ただし、銀の価格変動リスクがあるため、コスト管理が課題となります。
現在、銀含有量を3%から1%程度まで下げた低Ag合金や、銀を全く含まない無Ag合金の開発も進められています。貴金属である銀が高価で価格変動も激しいため、実装における材料コストとコスト変動リスクの低減が求められているためです。
鉛フリーはんだの主要成分であるスズ、銀、銅は、それぞれ異なる鉱物資源から採掘されています。鉱石の産地や精錬過程を理解することで、材料の品質管理やコスト構造への理解が深まります。
スズ鉱石の特性と産地 ⛏️
スズは錫石(SnO2)として産出され、主な産地は東南アジアです。鉛フリーはんだでは90%以上がスズで構成されているため、最も重要な原料となります。
鉛フリーはんだメーカーは、紛争鉱物(コンフリクトミネラル)調査を実施し、使用される錫がコンフリクトフリーであることをCMRT基準に準じて確認しています。これは社会的責任を果たすための重要な取り組みです。
はんだのライフサイクルは鉱山からの鉱石採掘、各金属の精錬、はんだ生産という流れで進みます。精錬工程では高純度のスズを得るために、不純物の除去が重要です。
銀と銅の鉱物資源 💎
銀は貴金属として単独の銀鉱山だけでなく、鉛・亜鉛鉱山の副産物としても生産されます。SAC305に含まれる3%の銀が、はんだ全体のコストを大きく左右します。
銅は黄銅鉱などから採掘され、電気伝導性に優れた金属です。鉛フリーはんだでは0.5~0.7%程度の少量添加で、ぬれ性と機械的強度の向上に寄与します。
ビスマス鉱物の特徴
低融点はんだに使用されるビスマスは、融点が271℃と鉛(327℃)に近い特性を持ちます。ヒ素型構造の結晶で、共有結合を有するため室温で活動可能なすべり系が少なく、脆性的な性質が懸念されます。
ビスマスは銀に近い価格帯の金属であり、Sn-Bi系はんだのコストは使用するビスマス量に大きく影響されます。マイクロ接合部では結晶粒の数が少ない接合部組織となるため、単結晶の力学特性の理解が重要です。
用途に応じた最適な鉛フリーはんだを選定するには、融点だけでなく、実装条件、部品の耐熱性、コスト、信頼性など総合的な判断が必要です。実務での選定基準を解説します。
用途別推奨組成の選び方 🎯
一般的な電子機器実装では、SAC305(Sn96.5-Ag3.0-Cu0.5)が第一選択となります。融点217~220℃で、JISにも規定された標準的な組成です。広く普及しているため、実装条件のデータが豊富で、品質管理もしやすいメリットがあります。
コスト重視の場合は、銀を含まないSn-Cu系やSn-Cu-Ni-Ge系(SN100C)が適しています。高価な銀を含んでいないため資材の低コスト化に大きく貢献します。ただし融点が227℃前後とやや高くなります。
熱に弱い部品や省エネルギーを重視する場合は、低融点のSn-Bi系が有効です。融点138~158℃のため、リフロー温度を大幅に下げられます。最近では微量元素の添加により、延性が改善され信頼性もSAC系に近づいています。
実装条件による制約 🔧
リフロー実装の場合、基板や部品の耐熱温度を確認する必要があります。SAC305のリフロー温度は240~250℃のため、この温度に耐えられない部品では低融点はんだの採用を検討します。
手はんだ作業では、こて先温度380℃前後が必要なため、温度調節機能付きのはんだごてが推奨されます。鉛フリーはんだは融点が高くはんだ付け性が悪いというデメリットがあり、初心者には作業難易度が高くなります。
信頼性試験との関係
温度サイクル試験や落下衝撃試験など、製品に求められる信頼性試験の内容によって適切な合金が異なります。SAC系は温度サイクル特性に優れていますが、Sn-Bi系は衝撃に弱い傾向がありました。ただし最近の改良品では性能が向上しています。
高温環境下での使用が想定される場合は、融点が高いSn-Sb系やSn-Ag系の高銀含有合金を選択します。融点が高いほど、高温動作環境での信頼性が向上します。
企業レベルではほぼ鉛フリーはんだを使用していますが、個人のホビー用途では作業性の良い有鉛はんだ(共晶はんだ)も選択肢となります。環境配慮と作業性のバランスで判断することが重要です。
千住金属工業の合金一覧 - 各種鉛フリーはんだの詳細な組成と融点データが掲載されています

